�ӾͿ�b��һ�N�^�µ�Ϳ�b��ˇ,����һ�Nˮ���ԵĎ�����(��ؓ)늺ɵ��ЙCͿ��,���^ϡ�ĝ�Ⱦ�����ܽ�(���ɢ)��ˮ��Һ��,�����Ќ���ԵĹ���(��Ϳ��)����ꎘO(��ꖘO),�팢���P䓻�̼����ꎘO(��ꖘO),��һ���Ĺ�ˇ�l����,�ڃɘOͨ���������,���ʩ�^�ߵ�늉�,ʹ�ӾͿ���ڹ����Ͼ���س��e����,�γ�һ�N������ˮ���ЙCͿĤ,���^һ���ĜضȺ�ɹ̻�,���õ�һ�NӲ���^�ߵ��ЙCͿĤ,����������b�����.
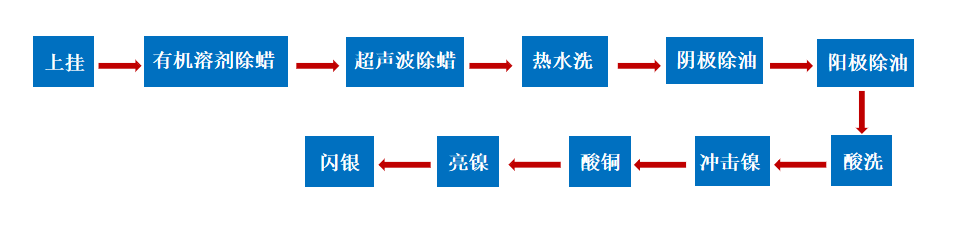
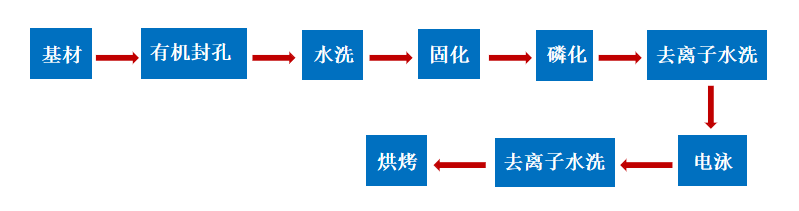
һ�����õ��ӾͿ�b��ˇ���̣�
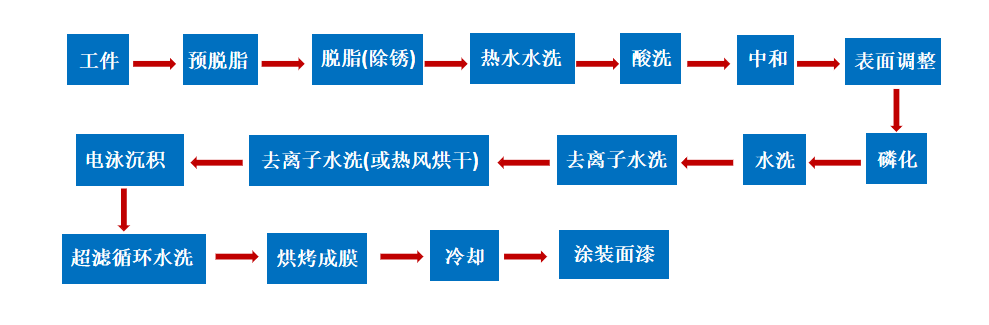
�@Щ��ˇ�^�̰�����ǰ����̎�����ӾͿ�b���Ӿ����ϴ�ͺ���ķN��Ҫ������Щ��ˇ�ں��ǰ��һ���A��ɹ��������A���ǰ��һ���L�ɹ����ӾͿ�bǰȥ�x��ˮϴ(����L���)���C���ȫ���ȫ���M���Ӿ�ۡ����a�и�����Ҫ�O��һЩ�������猦�ڶ��������p϶�������Ó֬��������;��ˮ��������p϶���ˮ���M���µ�����r��Ӱ��µ������|�����M��Ӱ��ӾͿ�b�|��������Ϳ��Ʒ�N���ӾĿ�ĵIJ�ͬ����ˇ�^�̿��ܲ�ͬ��
���猦�ڱ�ϩ�ἰ�۰����Ӿ�ᣬ������ǰ̎����ˇ����:
�˹�ˇ��Ҫᘌ��b��Թ�����Ҫ�����^Ư����������Ҫ���^�͵��p���I�aƷ���������R�����C���i�ߡ����ߵȡ����Ӿ��Ĥ����ɫ���c���Nɫ�{���䣬�ڸ����價�ˇ�о����_�������ɫ��Ч����

���ϲ�ͬ�����ܕ���ᘌ�ԓ���ϵĵIJ�ͬ��ˇ�^�̣���߿�϶��ճ���S�F����w�����^�̿ɞ�:
��һЩ����������ȡ����Ĵ�ʩ���猦��˨�Ⱦo�̼����ɲ��Ì��T���ӾͿ�ϼ����P��ˇ����ȡ�LͲݔ�͡���ʽݔ�ͻ��߿�ʽݔ�ͣ��ϒ�r�������쵽���ü����ϣ�Ҫ���췀�����Σ�����c�������|�c̎����ĥ��¶�����ٹ���Ա��C��������á�߀��һ�N��ĩ/�Ӿ���ù�ˇ��ԓ��ˇ����܇܇��������ȇ�Ϳ��ĩͿ�ϟ����ں���δͿ�b�����ڣ��M���ӾͿ�b���S���ĩ/�ӾͿĤͬ�r��ɡ��䃞�c�����܇���ǻ��Ӿ�ʺͷ������ܣ��s�˜p��60%���ӾͿ�ϵ���������70um��ķ�ĩͿ�����܇��������Ӿ����Ӻ���Ϳ�ӣ�ȡ����Ϳ����ɹ��ɹ�ʡ���Ϻ���Դ�M�ã�Ϳ�ӵĿ�ʯ�����ܺã��˹�ˇ�Ć��}����δ_����ĩ�ӾͿĤ�ӽ粿��ͿĤ�������Ժͷ��g�ԡ�

����Ϳ������
���Ը�����ͬҪ����M�����I:������ͿĤ����ɫͿĤ��
�����ӾͿ�bͿ�ϘO��
1.�ӾͿ�b��Ҫ���ꖘO�ɷN�ԘOͿ��
(1)ꎘOͿ��,������������ɫ
���c:ɫ�ɺ�,���Џ�,���g�Ժ�,�b��Ժ�,�m���ڸ��N��ӮaƷ���Ҿ�����b���܇�⚤.
(2)ꖘOͿ��Ҳ�Ƿ�������ɫ
���c:ɫ�ɺ�,���Џ�,�����^�ߵ��ͺ��Լ����g��,�m�ø����ӮaƷ���֙C�I������Ҿ㼰����b�.
���������ӾͿ�b���У�ꎘO�Ӿ�����䃞�������ܶ����V����������܇�⚤��Ϳ�b��

ꎘO�Ӿ����������c��
?��Ĥ���ܺ�?��ꎘO�Ӿ���Ӿ����ꖘO�Ӿ��ߣ�ͨ����ꖘO�Ӿ���1.3-1.5�����@ʹ��ꎘO�Ӿ���M�Џ��s�����Ȳ�Ϳ�b�r������ʡ���o��늘O���������ӾͿ�b��ˇ�Ͳ�������?��
?���g�ԏ�?��ꎘO�Ӿ������@�������g�ԣ���Ó֬䓰��������g�r�gһ���ꖘO�Ӿ���3-4������ijЩ��r���������_10��?��
?Ϳ�Ӿ���?��ꎘO�Ӿ����Ϳ�b�^�����܉��γɾ����Ϳ�ӣ�������ꖘO�Ӿ����늽�a�������⌦��֬��Ӱ푣��Ķ����C��Ϳ�ӵľ����Ժ��|��?��
���֮�£�ꖘO�Ӿ����������}��
?�͉A�ԡ����}�F�Լ���ˮ���^��?��ꖘO�Ӿ����늽��^�������ױ�������������Ĥɫ��׃����g�Խ���?��
?늽��^���Юa������?��ꖘO�Ӿ�^���б�Ϳ�Ļ��w���ټ�����̎��Ĥ��늳��e�^���б����������뵽��Ĥ�У��@���Hʹ��Ĥɫ��׃�����߀��������Ĥ������?��
��ˣ��C�Ͽ��]�������أ���܇�⚤�Ӿͨ���x��ꎘO�Ӿ���ԫ@�ø��õ�Ϳ�bЧ�������g���ܡ�